Станочные инструменты, используемые при обработке металла, изнашиваются и поэтому их необходимо регулярно обслуживать.
Основные моменты, не позволяющие использовать максимально ресурс металлообрабатывающего оборудования, можно разделить на следующие группы:
1. Отсутствие статистики по инструменту приводит к его недоработке/переработке и к возможному браку обрабатываемой детали.
2. Ошибки оператора при ручном вводе параметров инструмента в ЧПУ это поломка инструмента, шпинделя, брак детали и как следствие, простой оборудования и затраты на ремонт.
3. Длительное время на смену и загрузку инструмента в станок приводит к неоправданному простою оборудования. Чем чаще меняется инструмент, тем больше время простоя станка.
4. Хранение избыточного количества инструмента на складе по причине возможных поломок приводят к дополнительным затратам и замораживанию средств.
5. Невозможность идентифицировать инструмент при потере бирки с информацией об инструменте или ее загрязнении опять же, приводит к простою оборудования.
Опыт ведущих мировых машиностроительных предприятий показал, что наиболее оптимальным решением в оптимизации ресурса инструмента и повышении производительности предприятия является использование промышленной радиочастотной идентификации (RFID). Именно эта технология позволила создать системы, способные обеспечить основу для автоматизированной обработки данных и управления множеством различных инструментов на больших парках станков и организовать в целом эффективную систему управления машиностроительным предприятием.
Пионером и законодателем решений в этой части стал мировой лидер приборостроения для машиностроительных предприятий – компания Balluff. В России продвижение этих решений осуществляет компания «КТ Сенсорс», созданная на базе дочерней компании BALLUFF, являющаяся как официальным партнером компании BALLUFF на территории России, так и поставляющая собственные уникальные продукты и решения.
Рассмотрим подробнее концепцию RFID как ключевую технологию в современном производстве.
RFID (англ. Radio Frequency IDentification, радиочастотная идентификация) — это технология, которая позволяет автоматически идентифицировать объекты и осуществлять обмен информацией с помощью радиоволн.
В основе системы — взаимодействие двух основных элементов: метки и считывающего устройства:
-
Метка — небольшое устройство, которое включает антенну и микрочип для хранения данных.
-
Устройство чтения/записи — устройство, которое генерирует радиоволны для связи с меткой и обмена информацией с ней. Могут выпускаться более простые устройства с функцией только чтения информации с меток.
Принцип работы RFID заключается в следующем:
Считыватель создаёт радиоволны, которые активируют метку. Когда антенна метки улавливает сигнал, она активирует микрочип, который отправляет данные обратно на считыватель. Затем эти данные могут быть обработаны и интегрированы в информационные системы для различных целей.
Ключевое достоинство этой технологии – бесконтактный обмен информацией и метка-носитель, не требующая отдельного источника питания.
Имеется множество разветвлений в технологии RFID, нацеленных на разные области применения. Ключевые параметры эксплуатации – дистанция считывания, помехоустойчивость, надежность передачи данных, объем данных, устойчивость меток к внешним факторам определяются радиочастотой, мощностью передачи, конфигурацией устройств и меток.
В части применения этой технологии в машиностроении имеются существенные тонкости, связанные с работой в окружении металлических деталей, стружки, под химическим, термическим и механическим воздействием. Всё это требует особенного опыта и знаний.
ИДЕНТИФИКАЦИЯ ИНСТРУМЕНТА И ОТСЛЕЖИВАНИЕ ДЕТАЛЕЙ
Не только Промышленный Интернет Вещей (IIoT) привлек внимание к RFID как центральному компоненту автоматизации. Радиочастотная идентификация как ключевая технология уже давно используется на производстве. Индуктивный принцип действия гарантирует надежность и устойчивость к воздействиям окружающей среды. Это делает систему высоконадежной в функционировании и эксплуатации. Благодаря неограниченным циклам чтения/записи и связи в режиме реального времени RFID стала незаменимой.
Промышленное использование RFID началось в далеком прошлом. Впервые технология RFID была успешно применена на станках в середине 1980-х годов. Что примечательно, первыми потребителями инструментальных RFID были Советские Авиазаводы, которые по достоинству оценили преимущества надежного и безошибочного процесса ввода параметров инструмента в управляющую программу ЧПУ. В сегодняшних реалиях, когда машиностроение работает в плотном графике, эта технология может существенно повысить производительность, сократить брак и простои станочного парка. Однако сегодняшние возможности инструментальной RFID ушли далеко вперед что позволяет успешно применяться в современных производственных процессах с использованием IIoT. В этом материале вы можете прочитать о том, какие технические требования должны быть выполнены для того, чтобы RFID играла такую важную роль в идентификации инструмента и отслеживании деталей, а также о том, что RFID означает для современного производства.

Рис.1. Обрабатывающий центр с RFID-процессором и считывающими головками для идентификации инструмента и отслеживания обрабатываемой детали
ВЫСОКИЙ УРОВЕНЬ АВТОМАТИЗАЦИИ СНИЖАЕТ ЗАТРАТЫ ПРИ ОДНОВРЕМЕННОМ ПОВЫШЕНИИ КАЧЕСТВА
Современные производственные процессы требуют максимально возможного уровня автоматизации. С одной стороны, это снижает затраты на единицу продукции после инвестирования и в долгосрочной перспективе. Кроме того, автоматизированные процессы приводят к меньшему количеству отклонений в качестве, чем процессы, управляемые вручную. С другой стороны, промышленное производство требует все более гибкого использования производственного оборудования, поскольку ассортимент деталей продолжает расти. Например, для того, чтобы иметь возможность реализовывать индивидуальные решения для заказчиков.
Для решения этих задач, связанных с производственными процессами в металлообработке, современные станки должны автоматически контролировать материальные потоки. Это относится как к перемещению заготовок по цеху (как компонентов изготавливаемого изделия), так и к инструментам, используемым в процессе обработки. Технология RFID, обеспечивающая быструю передачу данных в режиме реального времени, отвечает этим требованиям. Автономная система постоянно собирает и документирует данные о производстве и качестве, чтобы их можно было отозвать в любое время.
ИДЕНТИФИКАЦИЯ ИНСТРУМЕНТА
Идентификация инструмента
Идентификация инструмента с помощью RFID успешно применяется на станках уже около 30 лет. С середины 1980-х годов технология индуктивных датчиков уже тогда позволяла передавать данные с помощью индуктивных колебаний. Сигналы модулировались в зависимости от колебаний. Это впервые позволило бесконтактно сохранять данные, относящиеся к инструменту, т.е. конкретную информацию о соответствующем инструменте, на носителе данных, прикрепленном к держателю инструмента. Это обеспечивает однозначное распознавание и сопоставление инструмента (рис. 2). А с помощью считывающих головок RFID данные об инструменте могут считываться где угодно (например, на станке) или как считываться, так и записываться (например, на устройстве предварительной настройки инструмента). Автоматическая обработка данных гарантирует, что все данные всегда будут правильными и актуальными.

Рис. 2. По мере повышения уровня автоматизации повышается надежность распределения инструментов.
Контроллеры с ЧПУ как необходимое условие для автоматического контроля инструмента
В середине 1980-х годов были разработаны контроллеры с ЧПУ, которые должны были обеспечить лучшее качество обрабатываемых деталей и более высокую производительность при меньших затратах. Компьютерное числовое управление позволяет, помимо прочего, корректировать траекторию. Это стало решающим шагом в определении инструмента. Теперь можно определить, какое смещение необходимо для правильного изготовления деталей. Это также позволяет определить оптимальный срок службы инструмента и интервалы его замены, а также затачивать инструмент в нужное время. В результате достигается максимально эффективное использование инструмента и увеличение времени безотказной работы станка.
Технические подробности
Команды перемещения, выдаваемые контроллерами ЧПУ, так называемые G-коды и DIN-коды, требуют, чтобы были известны значения компенсации радиуса R инструмента. В 1980-х годах данные были отправлены на контроллер ЧПУ, а затем объединены с кодом G41 (коррекция радиуса инструмента слева) и кодом G42 (коррекция радиуса инструмента справа) для правильного определения траектории движения инструмента по оси X/Y (например, на фрезерном станке, рис. 3). Другой важной информацией, которую необходимо учитывать, является длина инструмента, которая измеряется от определенной точки отсчета. Это позволяет определить правильное расстояние от инструмента до заготовки в направлении Z. Сегодня эти задачи решаются с помощью систем CAD/CAM.

Рис. 3. Коррекция траектории: После каждой обработанной детали автоматически определяется радиус инструмента и изменяется траектория движения инструмента в зависимости от износа.
Стандартизация способствует прорыву в этой области.
Для размещения носителя данных на инструменте возможно два типа креплений. Носители данных RFID могут быть прикреплены сбоку к держателю инструмента (рис. 4) или закреплены на фиксаторах (рис. 5). Этот подход, который широко используется в Азии, отличается своей полой конструкцией, позволяющей пропускать охлаждающую жидкость (рис. 6).

Рис. 4. Боковое крепление носителя данных на держателе инструмента
Боковое крепление стало стандартизированным еще в середине 1990-х годов в соответствии с такими стандартами, как DIN 69873 и DIN 69871, которые определяют размеры носителей информации и их расположение на держателях инструментов (например, тип SK и HSK). Эта стандартизация включает в себя нормы ISO (например, DIN ISO 7388-1), которые помогают добиться прорыва в области RFID на международном уровне. Стандартизация дает экономичные решения. Стандартизированные концепции автоматизации теперь позволяют создавать модульные сборки.
В то же время автоматизированная идентификация инструментов с использованием RFID получила еще один импульс благодаря компьютерно-интегрированному производству. Поскольку CIM уже предполагала полную автоматизацию производства, ей удалось добиться ее лишь частично.

Рис. 5: Вытяжной штифт

Рис. 6: Носитель данных для установки в вытяжной штифт
Управление инструментом с помощью идентификации инструмента
Автоматизированная обработка данных, относящихся к конкретному инструменту, открывает новые возможности для управления инструментом. Вместо подверженных ошибкам журналов работы инструмента, которые ведутся вручную, данные постоянно записываются по мере загрузки и выгрузки инструмента, а дальнейшее использование инструмента автономно контролируется с помощью RFID (рис. 7).
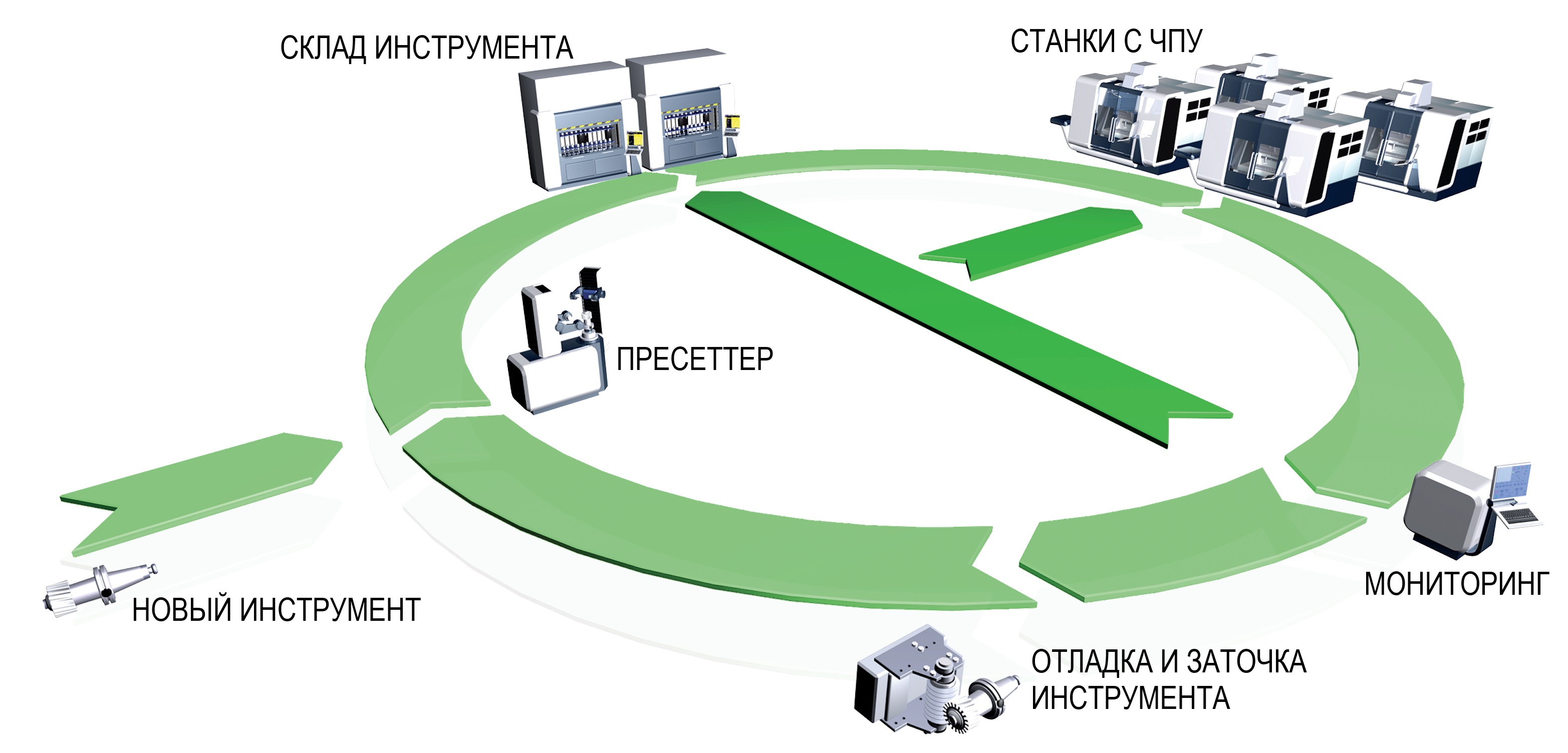
Следующие станции являются типичными для функционирующей системы управления инструментом: измерение инструмента (с использованием предустановки), транспортировка и хранение инструмента, мониторинг станка и инструмента, а также станция заточки инструмента по мере необходимости. RFID-носители данных, связанные с инструментом, позволяют всегда привязывать его к нужному месту в производственном процессе.
Таким образом, RFID обеспечивает высокое качество обработки и оптимальное использование инструмента. Суть в том, что бесконтактная передача данных приводит к увеличению стоимости.

Рис. 7. Типичная схема системы управления инструментом
Централизованное и децентрализованное хранение данных
Все данные могут быть непосредственно классифицированы и однозначно присвоены. Различают два типа хранения данных: централизованное и децентрализованное. При централизованном хранении данных инструмент идентифицируется с помощью уникального номера, а данные об инструменте хранятся в центральной базе данных.
Благодаря децентрализованному хранению данных RFID-носитель хранит не только уникальный номер, но и параметры инструмента, такие как диаметр/радиус инструмента, длина инструмента, время обработки с момента последней заточки, планируемый срок службы инструмента и другие данные (рис. 8). Преимущество этого заключается в том, что все данные, относящиеся к инструменту, всегда доступны на самом инструменте, что позволяет гибко использовать инструменты даже за пределами завода.

Рис. 8: Пример децентрализованного хранения данных на RFID-носителе
ОТСЛЕЖИВАНИЕ С ПОМОЩЬЮ СПЕЦИАЛЬНЫХ ИНСТРУМЕНТОВ
Современное производство с широким диапазоном размеров партий и постоянно сокращающимися сроками изготовления требует максимальной прозрачности. Это единственный способ удовлетворить высокие требования к гибкости и качеству и максимально снизить затраты. Необходимо не только оптимально управлять инструментами, но и однозначно распознавать и назначать используемые готовые детали и материалы (рис. 9).
Таким образом, для сокращения времени настройки и повышения общей эффективности системы заготовки автоматически подаются на станки и снимаются с них. Технология RFID зарекомендовала себя как ключевая технология отслеживания деталей, поскольку она обеспечивает документирование без использования швов и автоматизацию всего производственного процесса. Каждый этап процесса записывается на носитель данных, что позволяет свести к минимуму возможные ошибки и проанализировать их при возникновении.
Технология RFID, позволяющая отслеживать детали с помощью технологии track-and-trace, стала неотъемлемой частью гибкого производства. Детали можно надежно перемещать по производственной линии по мере необходимости, вплоть до размера партии 1.
И в отличие от CIM в 1990-х годах, в контексте индустрии коммуникаций 4.0 появились "киберфизические системы”, которые объединяют производственные машины с интернет-технологиями и определяют приоритеты производственных заданий, которые должны выполняться с высокой степенью вариативности. Это позволяет в кратчайшие сроки определить маршрут прохождения заготовок в процессе производства, что позволяет быстро выполнять индивидуальные заказы клиентов.

Рис. 9: Система поддонов с RFID-носителем данных для отслеживания деталей
НЧ И ВЧ – ОБА МИРА RFID ОБЪЕДИНЯЮТСЯ
Что касается передачи данных для управления инструментом, то есть идентификации инструмента, то система, созданная с 1980-х годов, остановилась на НЧ (низких частотах), поскольку этот диапазон оказался особенно прочным и надежным в условиях работы с металлом. Данные считываются с помощью НЧ-диапазона с частотой 455 кГц и записываются с частотой 70 кГц.
Что касается внутренней логистики и отслеживания деталей, то в последние годы стандартом стала ВЧ (высокая частота). Это объясняется тем, что высокочастотные системы с рабочей частотой 13,56 МГц обеспечивают более высокую скорость прохождения и большее расстояние чтения/записи.
Однако в современных системах производства и сборки все чаще возникает необходимость в различных частотных диапазонах – не в последнюю очередь для обеспечения большей гибкости и выполнения все более сложных задач. До недавнего времени каждая система разрабатывалась для конкретных применений. Но новые технические разработки предвещают фундаментальный сдвиг.
Недавно были представлены новые RFID-процессоры, которые обеспечивают частотно-независимое применение. И, таким образом, возможность одновременного использования RFID-носителей данных с разными частотами. Для удовлетворения различных прикладных требований можно использовать только одну версию процессорного блока. Теперь машина больше не является мерой всех вещей, а скорее может быть оптимально встроена в рабочие процессы компании. "Мышление в терминах сетевых решений" стало необходимым.
RFID - ЭТО КЛЮЧЕВАЯ ТЕХНОЛОГИЯ ДЛЯ IIOT
То, что ведущие машиностроители пришли к переходу от вертикального к горизонтальному взгляду на вещи, означает не что иное, как полноценный переход к IIoT. Таким образом, какая область знаний лучше всего подходит для объединения "производства с самыми современными информационно-коммуникационными технологиями“, чем RFID, которая основана на опыте автоматизированной идентификации инструмента и отслеживания деталей? Благодаря тому, что интеллектуальное взаимодействие между всеми уровнями производства уже много лет является проверенной технологией RFID, бесконтактная передача данных в режиме реального времени обеспечивает надежный мониторинг, а также прозрачность процессов. Таким образом, идентификация инструментов и отслеживание деталей с помощью RFID являются двумя ключевыми требованиями для решения задач оптимизации работы современного машиностроительного предприятия.
Технологии RFID уже глубоко вошли в структуры современных предприятий в виде системы TOOL-ID, продвигаемой мировым лидером приборостроения для машиностроительных предприятий – компанией BALLUFF.
На Российском рынке систему по идентификации инструмента TOOL-ID предлагает компания «КТ Сенсорс», созданная на базе дочерней компании этой фирмы и сейчас существующая как самостоятельная Российская компания.
Основной принцип решения TOOL-ID заключается в следующем:

Сначала инструмент со встроенной в оправку меткой помещается на устройство для предварительной настройки — пресеттер. В пресеттере каждый инструмент обмеряется, и его данные, такие как длина и радиус, записываются на носитель данных, установленный на оправке. Также можно записать дополнительную информацию, такую как, например, время реза. Для бесперебойного функционирования на пресеттере устанавливается специализированный блок структурирования данных. Это обеспечивает корректный, стандартизированный обмен данными между пресеттером, базой данных и станком, а также организованную адресацию памяти. Стандарт определяет, какая информация хранится на RFID-метках, где находится информация, и в каком формате она доступна.
Далее оператор приносит инструмент к станку, помещает его в ячейку и нажимает клавишу. Данные автоматически считываются с помощью системы идентификации инструмента от компании КТ Сенсорс в контроллер станка. Таким образом, исключается ошибка ручного ввода, что повышает безопасность производства. Поскольку вся информация, связанная с инструментом, хранится на носителе данных, прикрепленном к оправке, данные по существу отделены от системы управления станка и могут использоваться
на различном оборудовании, оснащенном системой Tool-ID. Учитывая, что время считывания данных не более секунды, вся процедура установки нового инструмента сокращается в разы.
Конфигурация и развертывание системы TOOL-ID
Основное решение TOOL-ID представляет собой программное обеспечение и набор инструментов, с помощью которых организуется весь процесс идентификации инструмента и его отслеживания на предприятии. Для того, чтобы система эффективно заработала и реализовала все свои возможности и преимущества, требуется тесная проектная работа технологов и IT-инженеров, а также - руководителей предприятия с интегратором, поскольку система требует как учета технологических процессов, так и перестройки некоторых организационных связей.
Однако для конечных пользователей, которые хотят в упрощенном виде модернизировать свой станок с помощью системы идентификации инструмента, компания КТ Сенсорс предлагает также решение «Easy Tool-ID». Оно состоит из инструментальной стойки со встроенным микроконтроллером и источником питания, индикатора состояния и считывающей / записывающей RFID головки. Решение реализуется по принципу «Plug-and-play» через стандартное USB-соединение с панелью управления машиной. В отличие от OEM-версии, запуск выполняется с помощью небольшой конфигурации в микроконтроллере без необходимости входить в контроллер машины. Вместо этого временно подключается компьютер под управлением Windows, с помощью которого настраивается эмуляция клавиатуры на экране ввода данных станка.

Опыт реализации
Первая система электронной идентификации инструмента была реализована на основе средств идентификации компании BALLUFF на машиностроительных предприятиях Германии, прекрасно себя зарекомендовала и уже на протяжении многих лет успешно применяется в промышленной среде. Как уже отмечалось выше, эта система также успешно использовалась практически всеми Авиазаводами Советского Союза. При этом данная система идентификации фактически стала стандартом во многих системах управления инструментами. Комплекс Tool-ID вобрал в себя весь накопленный опыт по решению задачи электронной идентификации инструмента и представляет изящное решение для машиностроительных предприятий любого уровня сложности. На сегодняшний день, мы наблюдаем определённый интерес со стороны Машиностроительных предприятий России к TOOL-ID.
О компании «КТ Сенсорс»
ООО «КТ Сенсорс» создана в 2022 году на базе коллектива Российской дочки международной корпорации BALLUFF, и обладает необходимыми компетенциями и опытом в части работы со средствами автоматизации и измерения. Она выкупила лабораторию, сервисное оборудование и всю необходимую инфраструктуру инженерного центра у компании BALLUFF, благодаря чему имеет возможности по технической и сервисной поддержке в широком спектре задач. «КТ Сенсорс» сохранила возможность поставки продукции BALLUFF и также стала эксклюзивным официальным сервисным партнером компании BALLUFF.
Помимо этого, «КТ Сенсорс» также в тесном сотрудничестве с другими международными приборостроительными компаниями выводит на Российский рынок контрольно-измерительные приборы высокого уровня под собственной маркой «K&T Sensors». Охвачены такие направления, как индуктивные, оптические и емкостные датчики, датчики магнитного поля, преобразователи линейных перемещений, сетевых устройства, распределители и преобразователи протоколов цифровых сигналов, средства радиочастотной идентификации (RFID), абсолютные и инкрементальные энкодеры, средства машинного зрения. Все эти приборы адаптированы и сертифицированы под Российский рынок, имеют необходимую документацию на Русском языке. Также компания предлагает комплексные решения по оптимизации и автоматизации систем отбора материалов и комплектации заказов «Pick-to-Light», по организации отслеживания использования и обслуживания рабочего инструмента «Tool-ID», прессовых и литьевых форм «Mold-ID».
КТ Сенсорс имеет сеть региональных представителей и тесно взаимодействует со специалистами предприятий, знает их нужды и предлагает соответствующие задачам технические решения. На особо сложные задачи или условия применения предлагает образцы для опытной эксплуатации.
Эту компанию выделяет также и тот момент, что она открыто представляет очень детальную техническую документацию на русском языке так, что любой инженер, конструктор может самостоятельно подобрать конкретную модель для заказа или уточнить конфигурацию, возможности и функционал имеющегося у него прибора. Приборы обеспечены средствами наладки и настройки, могут поставляться сразу со свидетельством о поверке государственного образца.